202212 追記
ANYCUBIC MEGA-S 現在まで大きなトラブルなく使用中。PLA、ABS共に問題なし。
ビルドプレートの水平・定着、フィラメント状態さえちゃんとしていれば、そこまでいじることなく印刷可能。
剥がれ防止にビルドプレートに3Mシート貼ったりしたけど、結局シートなしでスティックのりが一番定着する。ABS、囲いなしでも問題なし。造形物は囲ったほうがきれいになるとは思う。
3年間ABS-5巻き使用してから、ホットエンドパーツ交換。明らかに出るのがスムーズになったので、もう少し頻度が挙げてもいいかも。エクストルーダーも同タイミングで交換。古いPLA使ったらパキパキ折れて、エクストルーダー開けようと思ったら、ネジ山舐めて空かなくなったので、新規購入。特にCURA設定をいじることなく、取り付けできた。
20200204追記 問題点、CURA読み込み
去年のデジャブ第2弾で感じで、3Dプリンターを導入。
CNCの経験が3Dプリンタに繋がって、ゴムボートの経験がカヤックに繋がった。だから、去年の事は無駄じゃないと自分に言い聞かせてる状態(笑)
導入理由
CNCは設定が難しすぎて、結局ルアー作りにたどり着かず。結局、人力CNC(手削り)でルアー作ってたけど、どうしても大量に作った時に同じ動きにならない。
人に贈る用に作ってたとき、最初にいい動きのものが出来て、後に同じように作ったけど、後の分は全然ダメだった。10個ぐらい作ったけど。素材の比重さとか、近い形だけど、完全に同じ形ではないし。
木を削るルアー職人になるんだったら、ここで耐えて同じクオリティーを目指すんだろうけど、もっと簡単に同じものを作りたいと思ってしまうせっかちさから、3dプリンタを導入した。
機種
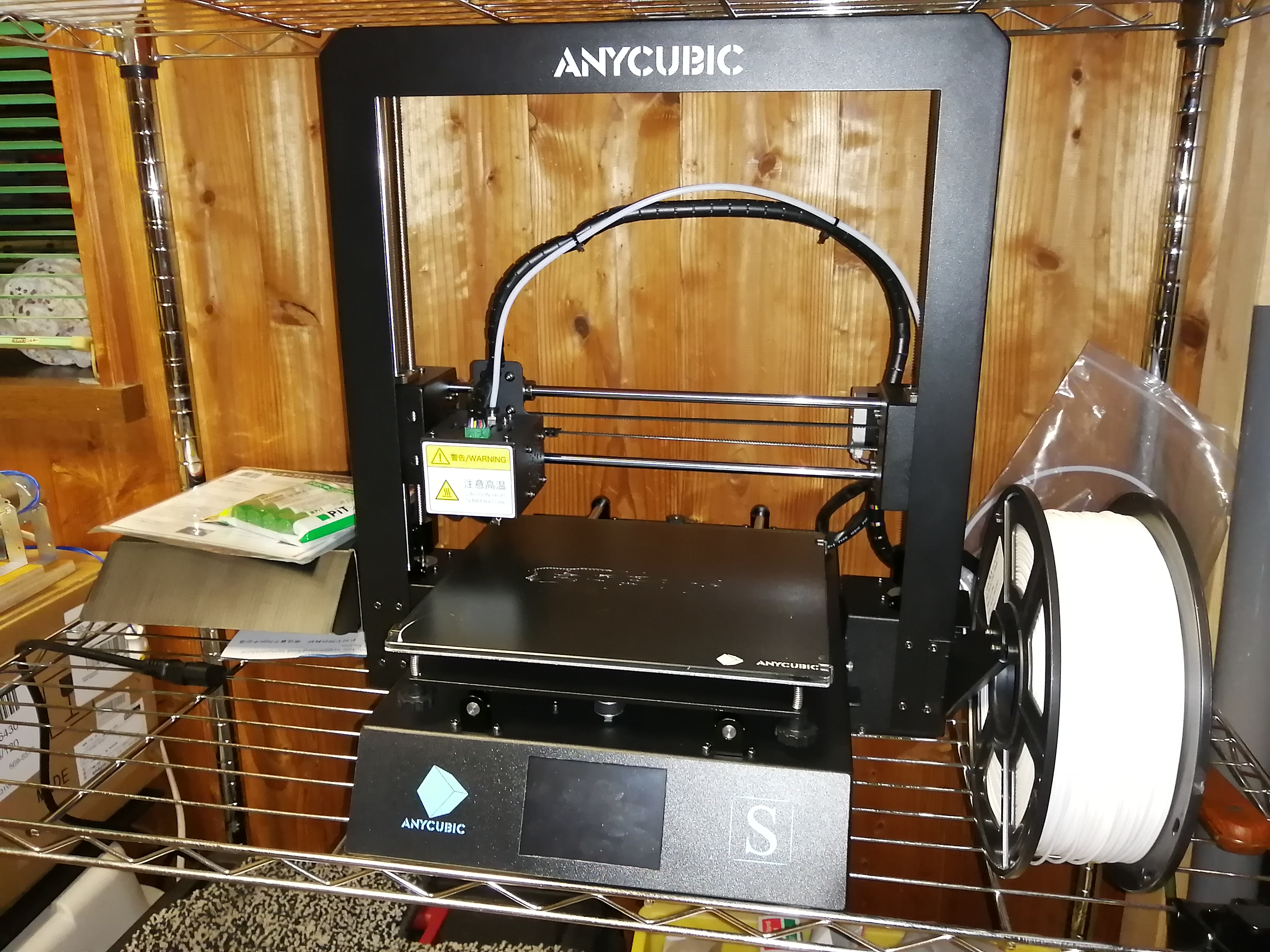
3Dプリンターは「ANYCUBIC i3 MEGA-S 3D」を購入。
パーツ見た感じ、ステッピングモーターとか、リミットスイッチとかCNC3018と同じようなパーツだなあとっていう感想。
始動
組立30分はホントだった。そしてSDカードに入ってるサンプルデータで早速始動。
大体1時間後。

フクロウが出来た。
問題点
やっぱり一筋縄でいかせてくれず、早速、電源スイッチがOFFにできなくなるっていう中華クオリティを見せてくれた(笑)スイッチが物理的に壊れてるだけだから、電気自体は来てるけど、コンセントで起動スタートはなんとなく心配なので、パーツの入手を検討。

これ買えばいいんだろうけど、買ってすぐだし、問い合わせして、無料で送ってもらおうって思って、たどたどしい英語で「スイッチ壊れた、電源スイッチユニットを送って」ってAnycubic直で問い合わせたら、すぐに送ってくれた。ただチャイナポストだから、いつ届くかはまだ不明。
20200204追記
無事届いて、取り換え完了。届くまでに3週間かかるのは、チャイナポストだし仕方ない。

モデリング
fusion360でのルアーのモデリングは、CNCの時の脳みそが少し残っていたので、比較的簡単にできた。CPU ATOMの格安中華PC(ezpad 6 PRO)でFUSION360がなんとか起動(動作は遅い)したのは、うれしいし、これでどこでもモデリングできる。
ところどころでフリーズしそうになるから、ちゃんとしたスペックのPCが良いとは思う。
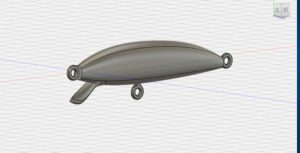
モデリングは、スカルプをこねて作ってみた。
参考はもちょお氏の動画。
スカルプをこねて作るとイメージしながら作りやすい。
CNCの時にしたモデリング方法の線分からのモデリングは後々の修正がしやすいとかで、それぞれ一長一短。
線分からのモデリングの浦安DIYシーバスの動画
ルアーモデリング その1
ルアーモデリング その2
ルアーモデリング その3
モデリングの流れは以下の通りに
- スカルプで形状を作る
- シェル化
- カップやリアの切り取り
- ボディ分割などを使って、内部を補強、
- エイト環、ウエイトなどを切り取り、リップの追加など
- ボディを半分からカット
- STL出力で保存
という流れになる。
下記の線の囲んだ部分は、現在のパソコン(win10 atomE3950)で起きてる現象。もしかしたら。パソコンのスペック次第では解決するかもしれない。やっぱ3DCADを低いスペックPCでがんばって動かすのは大変(笑)
線からのモデリングでソリッド化した後、シェルにしようとするとフリーズ。
ここに関してはどうやっても上手くいかない。
なので、結局3Dプリンター出力でモデリングする場合は、現状スカルプトモードで作るしかない。
CURA読み込み
そうやって、何とか作って、STLで出力して、付属ソフトのCURAで読み込み。
あとはg-code出力だけと思ったら、出力中にソフトが強制停止。使用PCはWINDOWS10 64ビット ATOM。
なにが悪いのかなあと思って、WINDOWS7 32ビットcore i3と64ビットceleron Gで開いたら、両方とも問題なくg-code出力完了。
WINDOWS10との相性?付属と最新ver、両方ともで同じ現象。
あと、付属のSDカードはあまり調子よくないので、読み込みできない、書込み禁止、ディスクエラーとか出て、色々困るので、使う前にデータを移してSDをフォーマットしてから使用した方が絶対いい。
20200204追記
win10 64ビット core i5でなら、問題なく出力できた。CPU制限があるのかも。
3Dプリンタ出力へ
この辺で手間取ったけど、購入して2日目でさっそく出力。それっぽいのが出来た。


すげーよ、ほんと。CNCでは辿りつかなかったことがたった2日で出来た。
3Dプリンターやばいと思う。